In modern food processing, rapid freezing technology is key to ensuring food quality and extending shelf life. Among these, the brine freezer, as an efficient freezing equipment, stands out due to its unique freezing efficiency and wide range of applications, making it the preferred choice for many food processing enterprises.
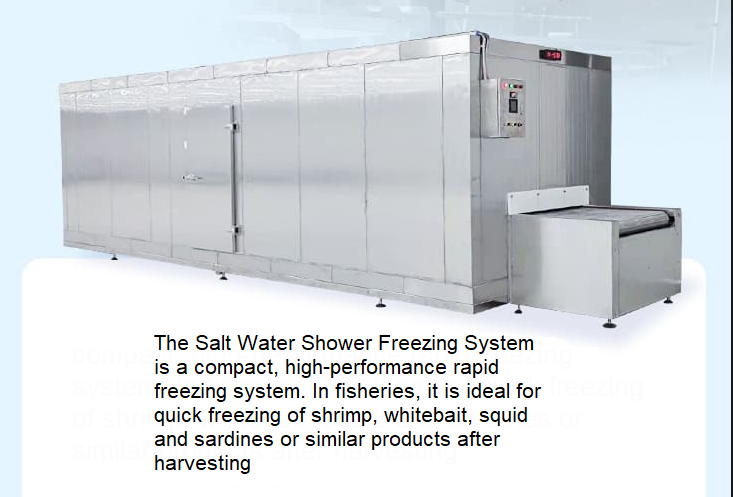
The core of the brine freezer lies in the use of brine as a refrigerant, based on the principle of reduced freezing point of salt solutions. The refrigeration system cools the brine to very low temperatures (usually between -10°C to -20°C). Then, the low-temperature brine is pumped into the freezing chamber, where it directly contacts or surrounds the food to be frozen.
Due to the high thermal conductivity of brine, heat is rapidly transferred from the food, enabling quick freezing. This process significantly shortens the "ice crystal formation zone," reducing cellular damage and preserving the original taste and nutrients of the food.


Although brine freezers have obvious advantages, maintenance costs and equipment corrosion issues cannot be ignored. CBFI Refrigeration is committed to technological innovation by optimizing brine formulations, using anti-corrosion materials, and integrating intelligent monitoring systems to address these challenges and ensure the long-term stable operation of the equipment.
With continuous technological advancements, brine freezers are evolving towards more efficient, environmentally friendly, and intelligent systems. CBFI Refrigeration stays up to date with industry trends, exploring alternatives to low-temperature refrigerants to reduce environmental impact while improving automation and precise control in the freezing process to meet the high standards of future food industries.
If you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.




 IPv6 network supported
IPv6 network supported English
English français
français русский
русский español
español português
português العربية
العربية Melayu
Melayu ไทย
ไทย Tiếng việt
Tiếng việt Indonesia
Indonesia